|
|||||||
| Transmission & Other Stuff Drivetrain tech and other Taco build related stuff. |
 |
| Thread Tools |
|
#1
|
||||
|
||||
|
This has been a big snag for me as I've always hated doing this! There has never been a good guide to doing the flared ends for automotive hydraulic brake lines on the internet. This has driven me to spend a couple hours perfecting my technique with common tools that are available to anyone. I'm sure there are some people who have crazy production line quality presses that make these things really fast. I WILL own one of those someday.
But for now I have a common set of BluePoint double flare tools to use.. and it's gets even better for this exercise... it's a standard size kit that I'll be using on my metric tubing! Why might you ask? Well because that's what a friend loaned me! Plus I'm adapting it to work with a standard size coupling. Since I'm adapting it to my standard hydraulic throwout bearing I have to use standard hardware to make the Toyota metric hydraulic line adapt. And it will work. To begin with here is my setup below. This is the metric Toyota line with standard hardware joining it into the standard steel braided line that connects it to the hydraulic throwout bearing in the transmission. 

|
|
#2
 06-15-2009, 09:15 PM
06-15-2009, 09:15 PM
|
||||
|
||||
|
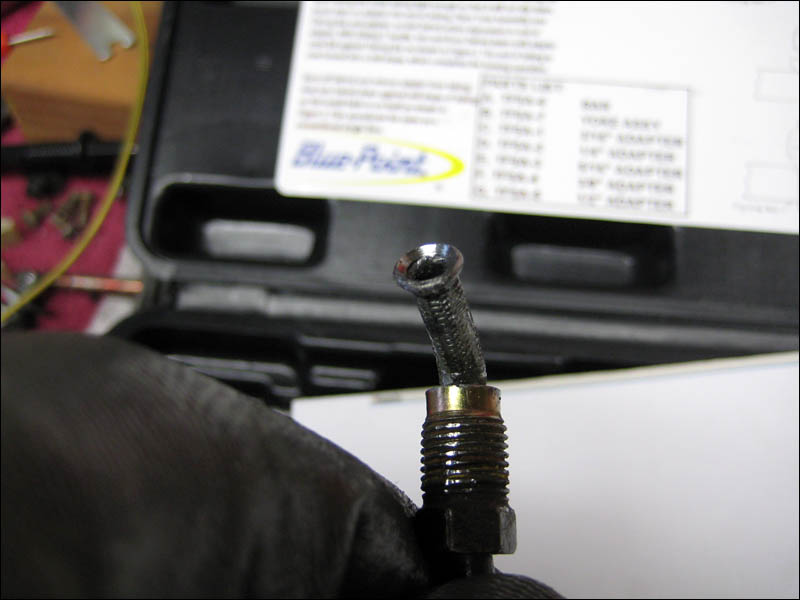
Let's start with the basics. This operation is just that, an operation! Every step is crucial to your success. I have screwed this up in the past and it's super frustrating and this is why I'm going through this now. I know this will save people hours of pain and suffering. Here we have a Toyota line that I used for practice. Notice the shape of the tubing end. It has a bell shape end that has an indent on the inner diameter (I.D.) which presses against the fitting it is inserted into.
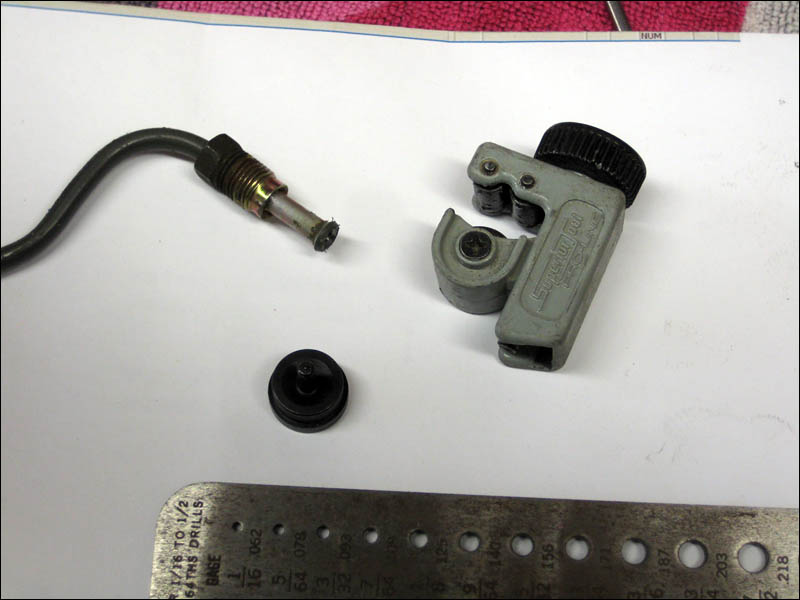 The goal is to cut off the tubing and duplicate the factory flare that you see here. So let's get started! Cut off the tube end nice and clean with a regular cutter or even a rotary disc tool or fine saw blade.  No matter what tool you will have to clean up the I.D. I like to use a drill bit and in this case it's mandatory because the tube flare tool die needs to be able to fit inside the tubing. I had to use a slightly larger drill bit and I measured it carefully with the gauge you see in the pictures.
|
|
#4
06-15-2009, 09:20 PM
|
||||
|
||||
|
!! Very important !!
Don't forget to prep the outside diameter (O.D.) of the tubing end! Take a file and quickly file in a diagonal movement around the end of the tube while twirling it in your fingers. This is crucial in order to prevent cracking of the tube end when you are doing the second flare. Sharp edges crack way before smooth round edges right? Right! So that's why we need to smooth off the edges of the O.D. with a fine file really quick. 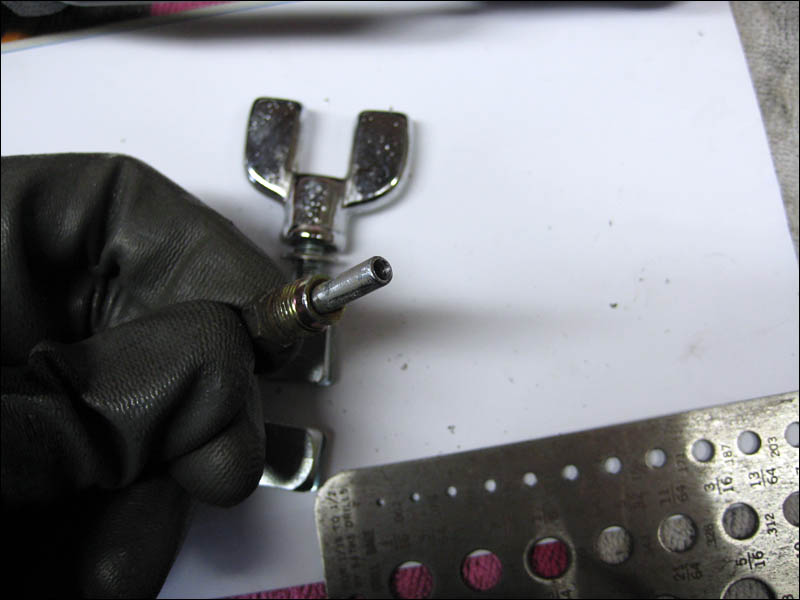
|
|
#5
06-15-2009, 09:26 PM
|
||||
|
||||
|
On with the show. Ok I won't go into showing you the common double flaring toolset. They are all alike and you get what you pay for in quality. So here is what the instructions commonly show you when relating how long to allow the tubing to protrude out from the clamp that holds the tubing while you screw down the press tool.
The instructions show that you should let the tubing poke out as far as the first step in the die collar. The black round thing is a die that is pressed into the tubing with the press tool. This height is just a little too long BUT when the tubing is pressed for the first flare you can then file down any excess material that you want. If you do it too short then you won't be able to reposition the tubing in the clamps because they make teeth marks that will ruin your tubing end too much after one position on the tubing end. You'll find this out soon. 
|
|
#6
06-15-2009, 09:30 PM
|
||||
|
||||
|
Once the die is inserted I highly recommend oiling the tip of the press or the indent on the top of the die. This indent will see a lot of force from the press tip and some lube will allow things to spin easier. While you are at it make SURE to oil the threads of the press mechanism. Just like you oil the threads of any pullers for pulleys. This allows much easier operation of the tool since you will have to apply a LOT of force to make it work thoroughly.
 Here you can see the press after I have spun it down completely so that it meets with the surface of the clamp. This is not so easy but if you put the clamps in a vice then it's much easier to concentrate your force on the tool. 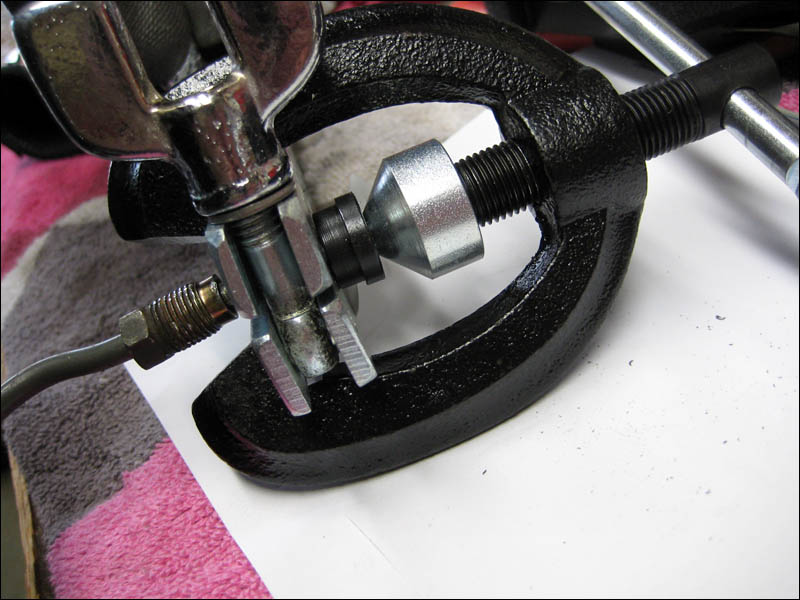
|
|
#7
06-15-2009, 09:32 PM
|
||||
|
||||
|
Now release the press and here is what I got and hopefully you as well. It might take you a couple of times. I recommend you practice first before working on your precious tube that you want to use on your project. If you mess up or crack the line you will have to cut it back another inch to get a clean section to prepare for another try.

|
|
#8
06-15-2009, 09:37 PM
|
||||
|
||||
|
Perfect. As you can see in the above picture there is a lip on the very tip of the bell end. You don't necessarily want so much of a lip because when you press it again the edges could begin to crack. If you remove some of the lip then the material that is left will be much more tear/crack resistant.
Here you can see how I filed the lip down to expose the end of the bell that was formed from the first pressing of the tube end. This is the really strong part that won't crack so much when you press it one more time with the flaring end of the press tool. Without the die inserted into the end of the tubing the flaring foot on the press will spread this part out with an appropriate flare to mate with the receiving end of the tubing hardware. You will see in the next post below. 
|
|
#9
06-15-2009, 09:41 PM
|
||||
|
||||
|
And here we are with the press getting set to apply the second flare without the die.
** I took this picture just before I decided to file the end of the tubing down a little more as seen above ** 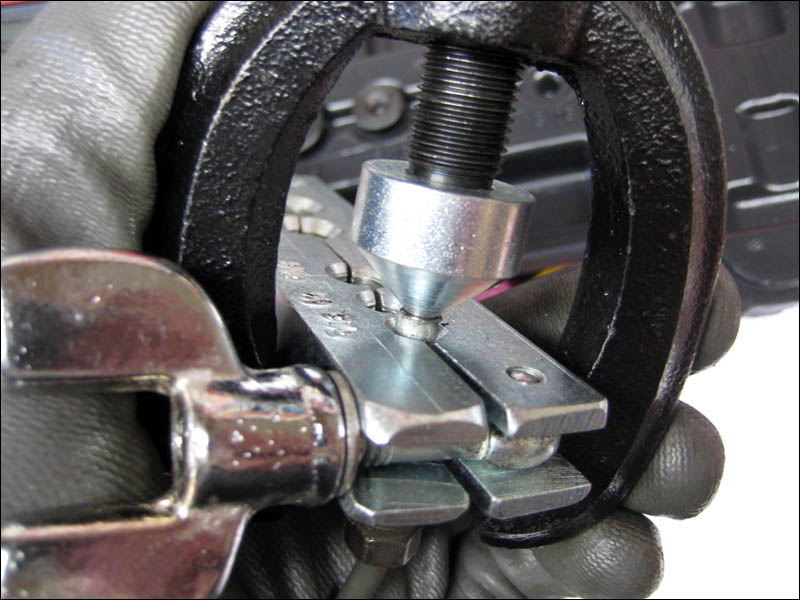 Success... This is the tricky part. Remember how I strongly recommended that you file down the end of the tube smooth and round around the edge? Here is the part where that helps out. If you forgot to round the O.D. down a little then you run a higher risk of cracking the edge at this stage. 
|
|
#10
06-15-2009, 09:44 PM
|
||||
|
||||
|
And here is my practice run on this spare piece of tubing. I was cranking on the press so hard that I put it on the workbench and bent the tubing in the process. Make your life easier and put your tool clamp in a vice if you have one handy!
|
|
#11
06-15-2009, 09:48 PM
|
||||
|
||||
|
And later on I decided to try double flaring the end of the practice piece once more. This time I didn't let the tubing protrude from the clamp so far and I left the very end on the tubing more so than the first time. Without filing it down I put it in the clamp for the second flare to see how it would look.
 It didn't come out bad at all. The O.D. of the flare tube end isn't as wide and it might not be a bad thing. It just depends on the final fit it makes in the hardware that you have to work with. I probably wouldn't have a problem using either methods. 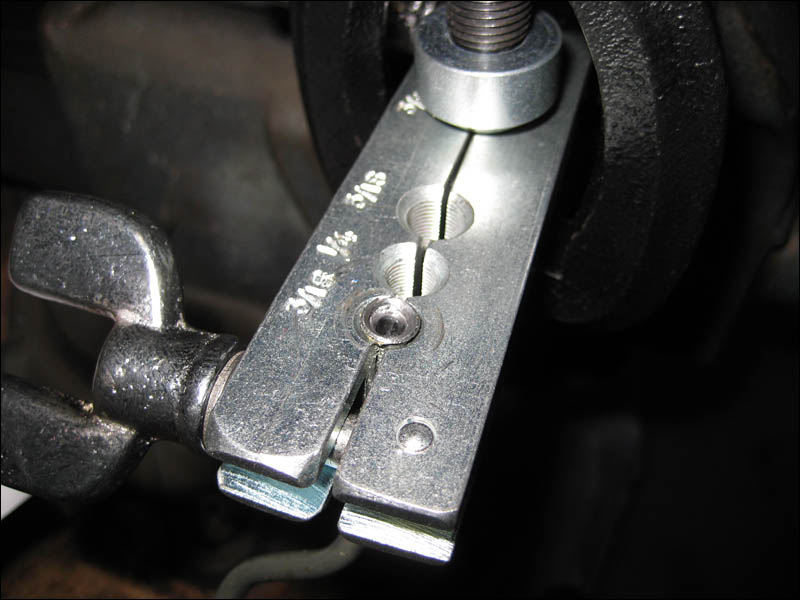
|
|
#12
06-15-2009, 09:52 PM
|
||||
|
||||
|
When it was "go time" to flare the end of my line I decided to just get to work and do it quickly underneath the fender. It wasn't so bad working underneath the fender but in my hurry I cracked the second flaring of the tube end. How? Well I forgot to file down the O.D. of the tubing end and I was basically in a hurry to get it done. I was a fool for not removing the line completely. All I had to do was remove the upper line from the master cylinder to take the line completely out and do the tube flaring on the workbench. Oh we gotta live and learn!
So basically take your time. Remove the tubing from your project and just think things through while you are working. Good luck and make sure to practice once or twice before working on the important one. 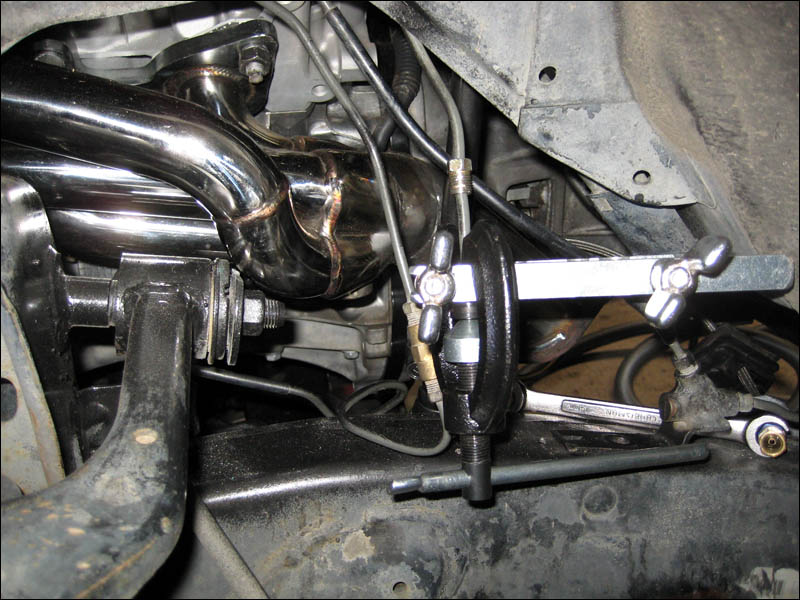
|
|
#13
08-09-2011, 10:32 PM
|
||||
|
||||
|
******UPDATE******
It turns out that I was using a really cheap set of tools. I swore I would never bother to do this again since you can just go to a hardware store and they will sell you pre-flared lengths of tubing for a really good price. A friend of mine that has done a few brake line jobs says it's really easy to make flares on the ends when you have the high quality tools. He says his Mac set of flaring tools does the job super easily. It seems that when you are torquing down with a lot of pressure the cheap tools push to one side which cause all sorts of binding and the flare doesn't come out uniform most of the time which lets fluid leak. Well when you use a high quality name brand unit he says it makes them correctly every time. I know who's set of flaring tools I'm using next time I have to do this! 
|








